- Machines
-
Conveyance
Machines Conveyance
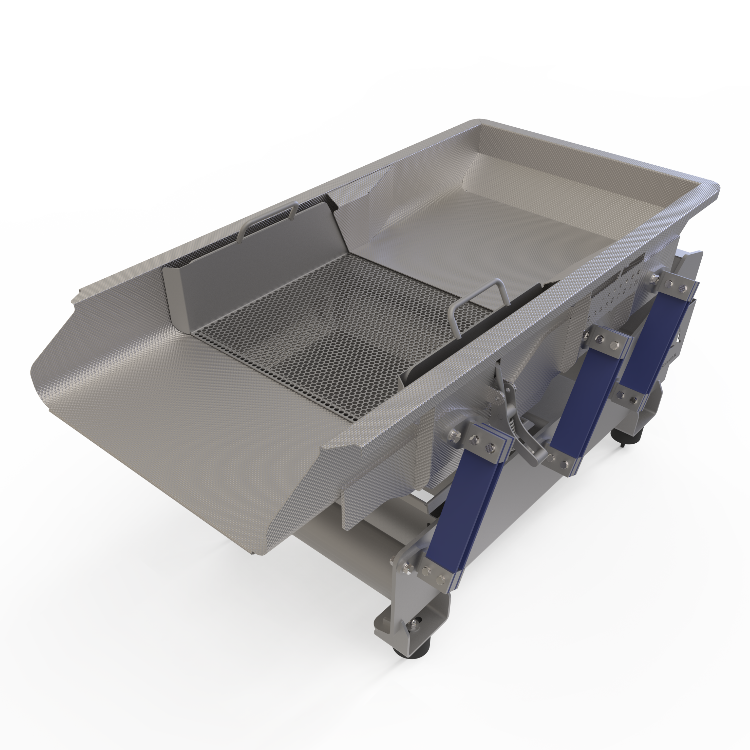
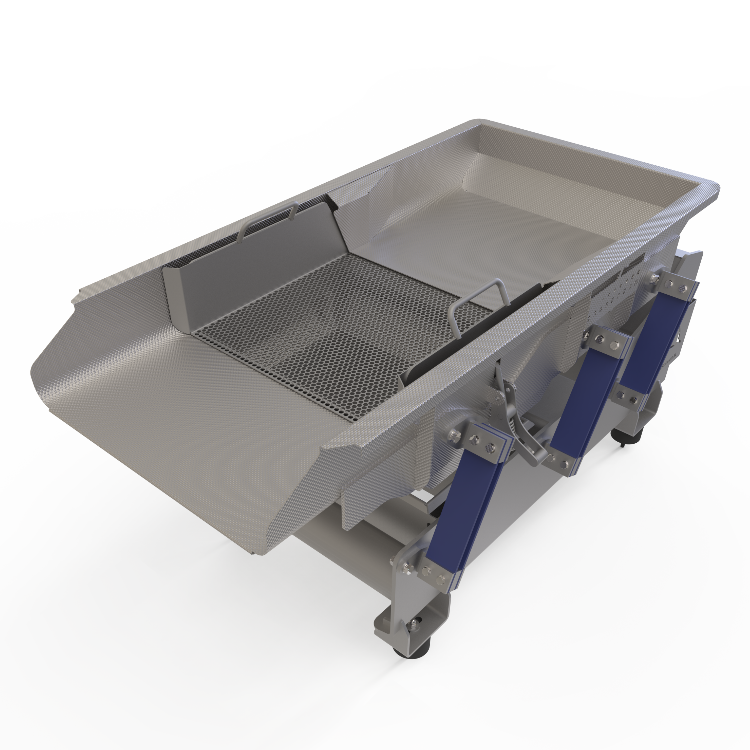
Vibratory technology is an effective method for conveyance of products within a food processing plant.
The vibratory conveyor is an extremely hygienic and efficient machine for conveying a wide range of food products.
 Dewatering
DewateringMachines Dewatering
In the food processing industry, water is often used to clean and convey products.
A dewatering conveyor is an excellent technical solution for the subsequent removal of water from the product.
 Sizing
SizingMachines Sizing
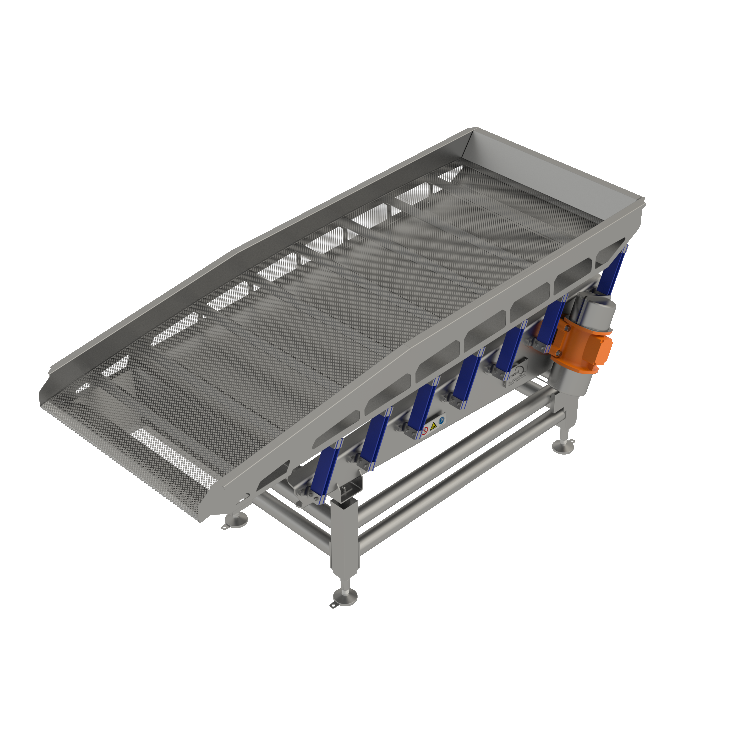
There can be many reasons for size grading of food products.
In general, product sorting - to ensure that the product meets customer-specific requirements - is performed using sizing techniques, and this usually calls for a customized solution.
 Grading
GradingMachines Grading
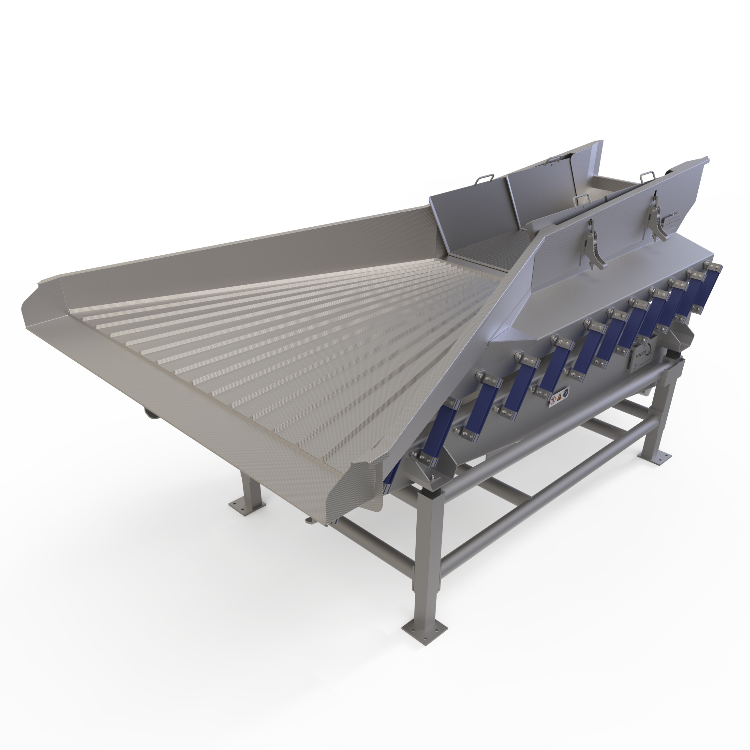
Grading with a FoodeQ vibratory conveyor can be carried out in several different ways, and through the use of certain vibrating screen variants.
We produce sorting conveyors with multiple screen layers, one per graded fraction of the product.
 Distribution
DistributionMachines Distribution
Vibratory conveyors are eminently suitable for distribution of the product flow from a narrow conveyor that feeds a wider machine - up to five times as wide.
For example, we often spread products across a wide belt for drying, frying, cooling or freezing.
 Defatting
DefattingMachines Defatting
Baked or fried products discharged from an oven or deep-fryer will inevitably be covered with some residual oil or fat.
A vibration conveyor with heat tracing from FoodeQ can eliminate surplus oil or fat from the product while it is being conveyed to the next station.
 Dosing
DosingMachines Dosing
Vibratory technology is an excellent solution for dosing/metering of food products.
An important benefit of vibratory technology is that vibrations do not damage the product when used to stimulate a product flow from a buffer vessel or hopper.
 Multihead feed conveyors
Multihead feed conveyorsMachines Multihead feed conveyors
Vibratory technology is the best solution for ensuring a controlled and accurate product feed to weighers.
The weighers, either linear or multihead, optimize the “feed” by controlling the conveyor.
-
 EN
EN
 nl
nl  de
de 
DETECTION
DETECTION
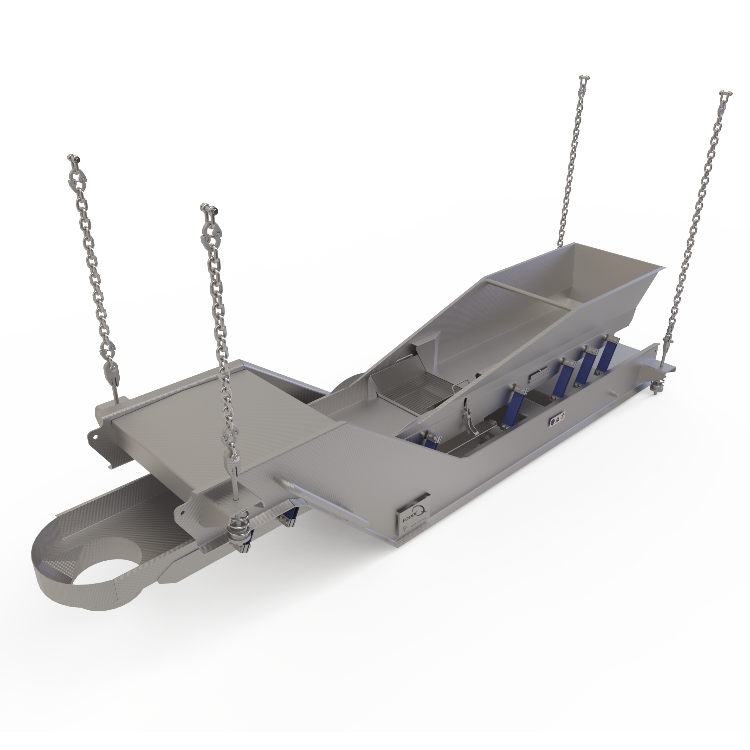
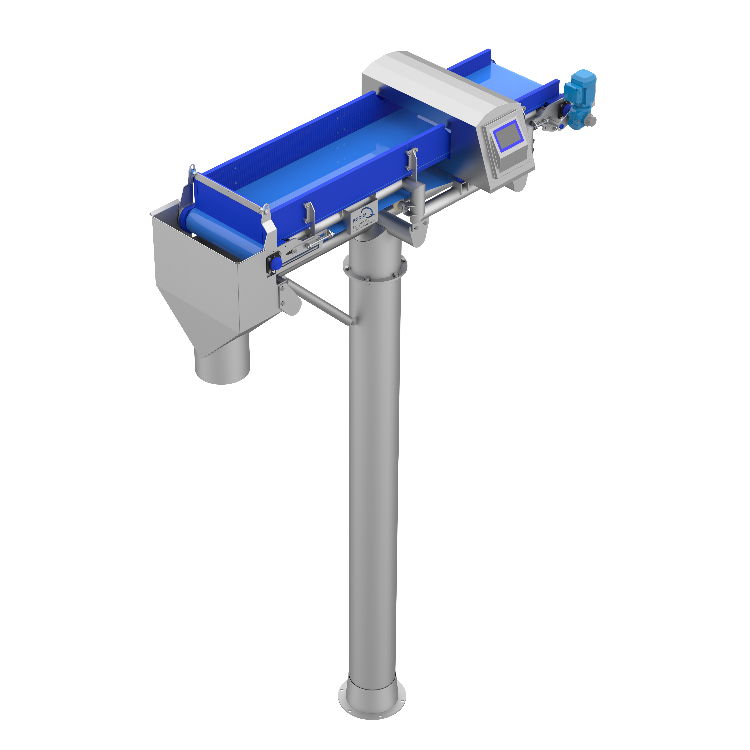
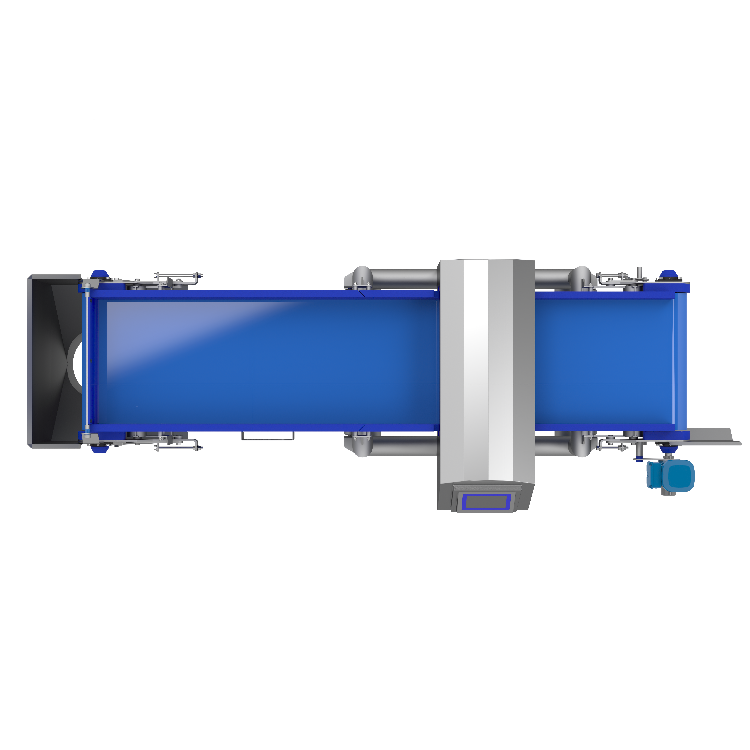
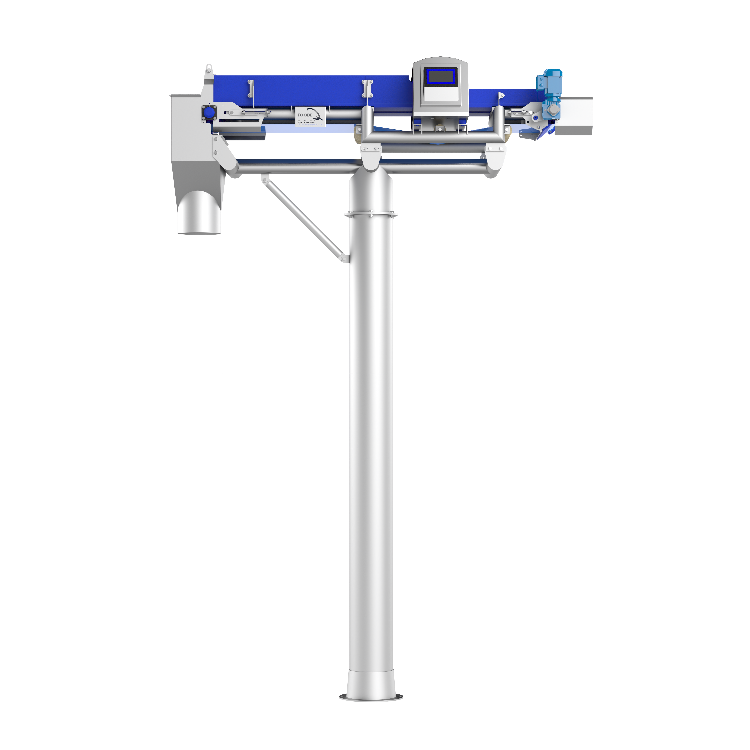
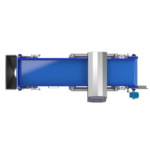
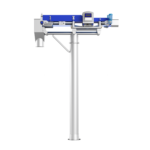
METAL DETECTION BELT CONVEYOR
The engineers of FoodeQ design and build the most accurate Metal Detection Belt Conveyors in all sizes and shapes, exactly according to our customers’ requirements and wishes. The belt conveyor is equipped with a metal detection system that prevents that harmful metal parts enter the food chain.
This Metal Detection Belt Conveyor has a transportation and an important cleaning function. This proven solution is a distribution feed for the rest of the line of machinery and it offers an important cleaning step for metal contamination, compliant with the strict food-safety legislation.
The installed metal detection unit on top of the regular belt conveyor signalizes metal infected products and – depending on the design – separates this from the mainstream via a diverter valve or a drain back system.
Good advice is key for this type of conveyor belts. We make an inventory of your goals and then design and build a very accurate metal detection system that exactly fits to your needs with regards to the products that you handle and the defined size of the metal parts that you want to be removed. Tailor-made products, although we always start with a standard machine and then customize it for you. Our engineers can also be of help with interim machine inspections and calibrating and that is for this type of machines an absolute must because this is much more than just transport, this is also a matter of food safety!
Ask our sales department for further details.
Specifications
-
Width
500mm - 1500mm -
Length
up to 5000mm -
Drive
SEW gear-motor -
Capacity
depending on product and width -
Finish
blasted -
Material
RVS 304/316

FURTHER DETAILS?
WE WOULD LOVE TO HELP YOU!